水泥窑篦冷机用浇注料预制件的 施工与性能对比
发布时间:2019-12-18
水泥窑篦冷机用浇注料预制件的
施工与性能对比
篦冷机的主要功能是对水泥熟料进行冷却、输送,同时为回转窑及分解炉等提供热空气,是烧成系统热回收的主要设备。

水泥窑
篦冷机喉部和矮墙是该部位的重要组成结构,在以往的施工设计中,两部位均使用浇注料浇筑施工。但因其结构复杂、工作环境的恶劣以及使用后期维修的不便,使用耐火浇注料并不能达到预期的效果。而预制件的结构形式多种多样,锚固形式也不尽相同。相比较浇注料来说,浇注料预制件成本虽然提高了20%~60%,但其使用寿命是浇注料的1.5~2倍,而且施工时间能减少一半,节省了工期,增加了水泥窑系统的运转时间,间接地为业主带来了经济效益。
1篦冷机浇注料预制件的种类
在篦冷机高温区域使用的浇注料主要为高铝质,因此耐火预制件大部分使用的也是高铝质预制件。目前按照浇注料预制件成型后的烘烤温度来分,有经500℃烘烤的预制件,还有经1 200℃以上烘烤的预制件。根据大部分水结合的浇注料的质量损失曲线可以发现,浇注料烘烤过程中的3个脱水阶段分别为室温~300℃、300~600℃和600℃以上,脱水量分别约为总水量的90%、6%和4%[1]。因此,经500℃烘烤后的浇注料预制件基本上排出了浇注料中的绝大部分水分,这类预制件在现场施工时无需特别烘烤;经1 200℃以上烘烤的浇注料预制件,不仅排出了浇注料中的全部水分,而且产生了烧结致密化,使其强度(尤其是中温强度)提高,因此很多厂家称之为预制砖。
预制件的结构形式与其烘烤温度和使用部位有关系。对于篦冷机矮墙用预制件来说,大部分预制件呈方块状,大部分无需锚固件,少数预制件需要锚固件;而对于篦冷机喉部和顶部来说,基本上每个预制件都需要使用锚固件。对于烘烤温度在500℃的预制件,可以直接在浇注料成型过程中预埋锚固件;但经1 200℃以上高温烧结的预制件中就不能预埋锚固件了,此时需要在预制件中预留锚固件的空隙,在现场安装时再将锚固件放入预留的空隙中。
对于篦冷机侧墙,可以使用1 200℃以上高温烧结的预制件。对侧墙预制件中的部分进行锚固,防止侧墙整体倒塌或者垮掉。预制件在成型时预留孔洞,同时做成与预制件孔相匹配的金属锚固件。此金属锚固件尺寸比预制件预留孔洞小10 mm左右,便于焊接锚固件时进行调整,而且有利于消纳预制件在高温的膨胀移动。锚固件安装后,在预制块孔洞里塞上硅酸铝陶瓷纤维棉,如图1所示。
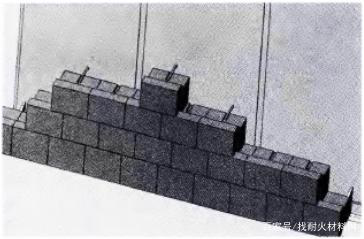
图1侧墙预制件结构
2篦冷机浇注料预制件的锚固形式
对于篦冷机的顶部来说,目前设计的锚固形式很多,大致分为三种:
第一种是预制件上的锚固件直接与设备顶部的工字钢焊接。这种结构形式较为简单,对设备顶部结构要求较为简单,但缺点是安装较为麻烦,现场的锚固件的焊接对预制件的使用影响较大。
第二种是预制件中的锚固件与篦冷机顶部用螺栓连接,根据现场预制件安装位置在顶部槽钢上打孔,然后进行螺栓锚固,如图2所示。此方法的特点是预制件与篦冷机顶部连接牢固,安装较为方便。
第三种是预制件上的锚固件挂在顶部工字钢上,见图3。此方法的特点是安装和检修极为方便,而且连接牢固。
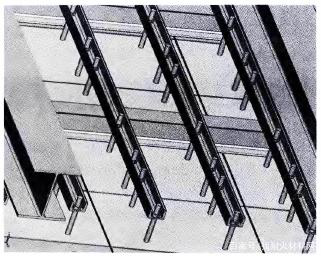
图2螺栓锚固预制件
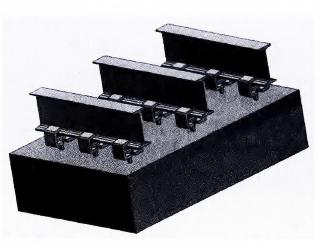
图3悬挂式预制件
3篦冷机浇注料预制件的防烟气贯穿结构
相对于传统的浇注料浇注施工来说,浇注料预制件的优点很明显,但是预制件的整体性差,预制件之间的砖缝是薄弱环节,高温粉尘和烟气极易通过预制件之间的缝隙损坏里面的陶瓷纤维板和硅酸钙板,当大量粉尘填入隔热层中就容易将预制件挤坏,这是预制件使用时需要注意的一个重要方面。因此,必须采用烟气不能贯穿的预制件结构。
目前,预制件的防烟气贯穿结构大致有两种:第一种即是采用异型结构的预制件,预制件互相扣合,即预制件之间的缝隙是曲折的,如图4(a)所示,能有效防止烟气粉尘的贯穿。第二种是预制件为普通的方块形状,在预制件缝隙的冷面抹一层80 mm宽,50 mm厚的火泥进行封盖,这种方法简单实用,如图4(b)所示。侧墙预制件宜采用第一种结构,顶部预制块宜采用第二种结构。
浇注料在施工过程中需要留施工缝隙,对于预制件来说同样要考虑其膨胀。对于篦冷机顶部的高温区域来说,预制件工作温度为800~1 200℃,目前该区域用预制件的大小没有标准的规定。不建议预制件的尺寸超过800 mm,因为预制件尺寸过大会影响现场的安装。在两预制件之间通过粘贴陶瓷纤维毡或陶瓷纤维纸来留设膨胀缝,当预制件尺寸为0~300和300~600 mm时,预制件之间所粘贴的纤维毡厚度分别为3和5 mm。当篦冷机正常运转时,预制件的工作温度接近1 000℃,预制块因受热膨胀而压缩陶瓷纤维毡,预制件之间的缝隙处于闭合状态;当篦冷机停机时,预制件之间的缝隙又张开。对于篦冷机高温段的侧墙部位,预制件之间宜采用火泥砌筑,每隔2 m左右预留10 mm的膨胀缝,膨胀缝用陶瓷纤维毡进行填充。
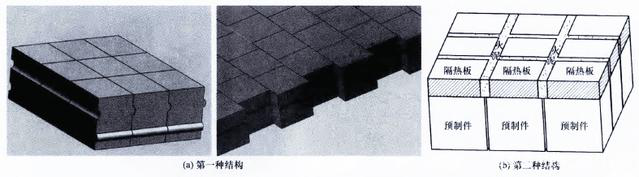
图4防烟气贯穿预制件结构
4篦冷机浇注料预制件的施工方法
(1) 与浇注料接触的预制件需要采取防水措施。
(2) 根据现场安装情况可适当对预制件进行切割,须使用专门的切砖机进行切割,切割面不能作为工作面。
(3)在篦冷机侧墙的轴向方向每隔2 m预留10mm的膨胀缝,并用陶瓷纤维毡填充。
(4)在篦冷机侧墙预制件与浇注料的分界区加横向挡砖板,以防止水泥熟料带动侧墙预制块对浇注料进行挤压。
(5)对于篦冷机顶部,先安装浇注料预制块,然后从顶部上方铺贴硅酸钙板;对于篦冷机侧墙部位,先铺贴隔热板,然后砌筑预制件,有锚固件的预制块必须先在隔热板上挖孔,然后再将锚固件与设备壳体焊接在一起。
5浇注料与预制件的使用比较
以产量5 000 t的四代篦冷机来说,替换使用预制件的部位浇注料用量按80 t计,每吨浇注料大约要用0.023 t的0Cr25Ni20耐热钢锚固钉。耐热钢锚固钉单价若按5万元·t-1计算,则在篦冷机上使用浇注料与预制件的比较结果见表1。
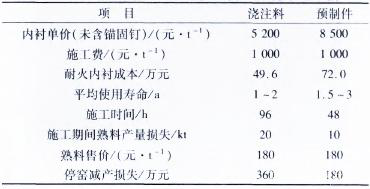
在篦冷机上换用预制件后,延长了耐火材料的使用周期,耐火材料损耗降低50%以上,综合成本至少降低了10%。而且预制件的使用提高了水泥窑的运转率,减少了停窑次数,缩短了施工时间,从而间接提高了熟料产量,提高了水泥企业的经济效益,同时也降低了工人因修补浇注料而造成的工作强度。
6结论
篦冷机用预制件具有安装方便、安装周期短、免烘烤等特点,部分高温烧成的预制件强度更高,耐磨性更好,大大地延长了篦冷机关键部位耐火材料的使用寿命。





